- Desde
- 24 Jul 2019
- Mensajes
- 7.445
- Me gusta
- 912
Hola, dejo el espacio para que conversemos todo lo relacionado a impresoras 3D.
Especialmente para compartir experiencias y conocimientos para quienes se vienen integrando en este mundo o que aun no se terminan de convencer.
Mi actual experiencia es con una Creality Ender 3 v2 que compré usada en Mayo 2021 a $170.000 en ML, menciono esto para que tengan precio referencia y no compren mas caro que eso.
Elegí este modelo ya que tiene funcionalidad acorde a su precio y se le pueden hacer muchas mejoras.
Resumen de todo lo que he aprendido hasta la fecha.
Pero ojo que son demasiados factores a considerar para tener una buena impresión y no siempre las mismas configuraciones les servirán para todos todos sus proyectos.
1. Para armar la impresora en la caja vienen todas las herramientas necesarias, no necesitan nada extra, como ayuda adicional
en la microSD vienen un par de videos.
2. Apenas logren hacer funcionar no impriman de inmediato, ya que deben calibrar varias cosas (este proceso se recomienda hacer cada cierta cantidad de impresiones, en mi caso cada 10 aprox):
2.1 Tensar las correas de cada eje (busquen punto medio, no exageradamente apretadas, ni tampoco sueltas)
2.2 El "eje Z" (mirando impresora de frente, es eje que mueve adelante y atrás) deben estar totalmente horizontal, en caso que no, deben ajustar bien las ruedas de ambos lados y ver que la cama esté 100% pareja, en muy pocos casos por falla fábrica o transporte pueden venir dobladas.
2.3 La cama se debe alinear con unas manecillas que vienen en cada esquina, el truco mas simple es poner un papel entre boquilla y cama, luego deben subir o bajar hasta que lo aprete, pero sin romper.
2.4 El eje X (que sube o baja) también se debe alinear que ambos extremos tengan misma altura.
3. Se pueden imprimir proyectos ya "modelados" y las webs mas conocidas son Yeggi (recomendado), Thingiverse, STLFinder, Cults, Thangs donde deben descargar archivos "STL" los cuales pueden ver con un programa que finalmente los transforma al "idioma" que la impresora lee "gCode".
El programa de impresión es importante para definir demasiados aspectos de "como se imprimirá" nuestro proyecto.
Utilizo CURA versión 5.2.1 (ya que es gratuito) y revisando muchos videos logré dar con las siguientes configuraciones (perfiles) para 2 escenarios.
3.1 Perfil Rapido v1.0 (link): El mejor perfil para imprimir rápido y sin problemas en la mayoría de cosas.
3.2 Perfil Rapido v2.1 (link): Versión mejorada (actualizado al 20-01-23) cambios mas importantes: funcionalidad "bridge" calibrada, temp para PLA genéricos, mejora estabilidad modelos que tengan piezas pequeñas/delgadas, soportes, etc.. ojo que los soportes van desactivados, por lo que deben activar si su modelo lo necesita.
*Apenas abren el programa deben definir la impresora a utilizar, ya que esto le avisa a Cura si tienen ciertas funcionalidades activas o no, como por ejemplo tamaño de la cama, si se calienta o no, etc..
**Adicionalmente dentro de Cura hay un Marketplace que permite obtener extensiones para mejorar diversas funcionalidades, yo utilizo 3
***Si imprimiran una pieza que necesitan tenga medidas exactas, recomiendo modificar opción "Paredes" imprimir desde fuera hacia adentro, ya que actualmente va configurado para que la impresión se vea bonita.
a) "Settings Guide" para obtener mejores explicaciones de las configuraciones.
b) "Auto Orientation" sirve para orientar de la mejor manera evitando crear demasiados soportes.
c) "Cylindric Custom Support" para crear mejores soportes que los que trae Cura.
4. El filamento es un factor importante para lo que quieran imprimir, PLA es un tipo genérico para cosas rígidas, me compré este en negro.
Deben tener especial cuidado con:
a) El fabricante siempre debe decir la temperatura de la cama y de la boquilla con que funciona correctamente el filamento.
b) Mantener lo mas seco posible (la humedad afecta bastante calidad impresión) e inclusive hace perder caracteristicas importantes como firmeza.
c) Siempre mantener tenso el carrete para evitar se enrede cuando el extrusor lo baja, en el peor de los casos recomiendo sacarlo y volver a enrollar desde cero.
d) Cada vez que cambien de marca/modelo de filamento, recomiendo realizar test de temperaturas y de retracción, recomiendo este tutorial.
*Recomiendo hacer mantenimiento completo cada vez que acaben un carrete de filamento, esto quiere decir: limpiar restos en extrusor, aceitar barra del motor eje Z, apretar todas las cuerdas/ruedas de todos los ejes, cambiar tubo bowden, cambiar microSD, filtro pelusas en filamento, limpiar garganta, etc*
5. La cama siempre se debe limpiar con alcohol isopropílico (IPA) para evitar que la aceite de nuestros dedos afecte la adherencia de la primera capa y también sirve para remover restos de la impresiones anteriores.
*También se puede aplicar laca para pelo para mejorar adherencia. Recomendado solo con cama de vidrio no con la PEI.
**Ojo al remover piezas cuando termine la impresión, porque las pueden romper/quebrar si no las sacan con cuidado o si empujan de un angulo / lado que se vea débil.
Compré esta cama PEI y ahora si es mas fácil retirar impresiones, ya que tiene iman para pegar con la cama y al tener porosidad ayuda que la primera capa se adhiera bastante mejor.
6. En la mayoría de las impresoras se pueden realizar muchas mejoras, aquí les dejo un par de ejemplos de lo que le he realizado a la mía:
1. Para mejorar estabilidad Eje Z compré esto.
2. Para mejorar temperatura imprimí estas piezas (parte1 y parte2) y moví la PSU al lado del Eje Z.
3. Para limpiar filamento (pelusas, polvo, etc) compré esto pero igual lo pueden imprimir y poner una esponja dentro.
4. Compren esto solo si no quieren comprar la cama PEI, ya que en lado izquierdo comienza impresión de prueba y la boquilla la pasa a llevar, luego en parte posterior y trasera deben tener ojo que el motor del Eje Y no choque con ellos, por lo que deben mover hacia los costados.
5. Para evitar nivelar siempre la cama intenté comprar esto, pero son muy altos (18mm) y no me sirvieron, asique los gastaré hasta encontrar la distancia correcta o compraré otros.
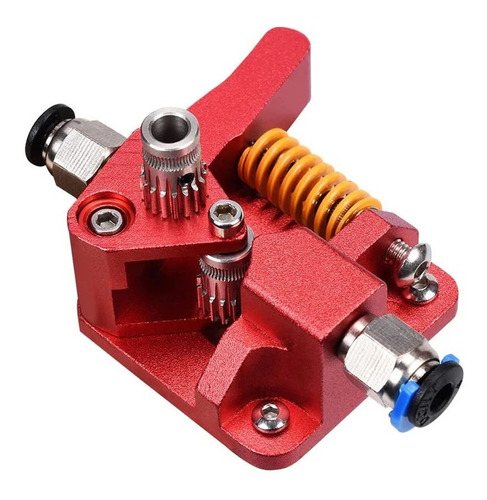
6. Para mejorar extrusor (parte que ingresa el filamento que será impreso) compré este. Ojo que necesitan este tutorial que hice para que imprima todo ok.
7. Para evitar problemas atascamiento antes de entrar al hotend compré este tubo
8. La garganta del hotend se puede reemplazar por esto.
9. Para detectar cuando se atasca o acaba el filamento compré esto.
10. Imprimí esto para evitar que el filamento no se desvíe al momento de entrar al extrusor. **Lo tuve que dejar de usar luego de comprar el DDB v2**
Especialmente para compartir experiencias y conocimientos para quienes se vienen integrando en este mundo o que aun no se terminan de convencer.
Mi actual experiencia es con una Creality Ender 3 v2 que compré usada en Mayo 2021 a $170.000 en ML, menciono esto para que tengan precio referencia y no compren mas caro que eso.
Elegí este modelo ya que tiene funcionalidad acorde a su precio y se le pueden hacer muchas mejoras.
Resumen de todo lo que he aprendido hasta la fecha.
Pero ojo que son demasiados factores a considerar para tener una buena impresión y no siempre las mismas configuraciones les servirán para todos todos sus proyectos.
1. Para armar la impresora en la caja vienen todas las herramientas necesarias, no necesitan nada extra, como ayuda adicional
en la microSD vienen un par de videos.
2. Apenas logren hacer funcionar no impriman de inmediato, ya que deben calibrar varias cosas (este proceso se recomienda hacer cada cierta cantidad de impresiones, en mi caso cada 10 aprox):
2.1 Tensar las correas de cada eje (busquen punto medio, no exageradamente apretadas, ni tampoco sueltas)
2.2 El "eje Z" (mirando impresora de frente, es eje que mueve adelante y atrás) deben estar totalmente horizontal, en caso que no, deben ajustar bien las ruedas de ambos lados y ver que la cama esté 100% pareja, en muy pocos casos por falla fábrica o transporte pueden venir dobladas.
2.3 La cama se debe alinear con unas manecillas que vienen en cada esquina, el truco mas simple es poner un papel entre boquilla y cama, luego deben subir o bajar hasta que lo aprete, pero sin romper.
2.4 El eje X (que sube o baja) también se debe alinear que ambos extremos tengan misma altura.
3. Se pueden imprimir proyectos ya "modelados" y las webs mas conocidas son Yeggi (recomendado), Thingiverse, STLFinder, Cults, Thangs donde deben descargar archivos "STL" los cuales pueden ver con un programa que finalmente los transforma al "idioma" que la impresora lee "gCode".
El programa de impresión es importante para definir demasiados aspectos de "como se imprimirá" nuestro proyecto.
Utilizo CURA versión 5.2.1 (ya que es gratuito) y revisando muchos videos logré dar con las siguientes configuraciones (perfiles) para 2 escenarios.
3.1 Perfil Rapido v1.0 (link): El mejor perfil para imprimir rápido y sin problemas en la mayoría de cosas.
3.2 Perfil Rapido v2.1 (link): Versión mejorada (actualizado al 20-01-23) cambios mas importantes: funcionalidad "bridge" calibrada, temp para PLA genéricos, mejora estabilidad modelos que tengan piezas pequeñas/delgadas, soportes, etc.. ojo que los soportes van desactivados, por lo que deben activar si su modelo lo necesita.
*Apenas abren el programa deben definir la impresora a utilizar, ya que esto le avisa a Cura si tienen ciertas funcionalidades activas o no, como por ejemplo tamaño de la cama, si se calienta o no, etc..
**Adicionalmente dentro de Cura hay un Marketplace que permite obtener extensiones para mejorar diversas funcionalidades, yo utilizo 3
***Si imprimiran una pieza que necesitan tenga medidas exactas, recomiendo modificar opción "Paredes" imprimir desde fuera hacia adentro, ya que actualmente va configurado para que la impresión se vea bonita.
a) "Settings Guide" para obtener mejores explicaciones de las configuraciones.
b) "Auto Orientation" sirve para orientar de la mejor manera evitando crear demasiados soportes.
c) "Cylindric Custom Support" para crear mejores soportes que los que trae Cura.
4. El filamento es un factor importante para lo que quieran imprimir, PLA es un tipo genérico para cosas rígidas, me compré este en negro.
Deben tener especial cuidado con:
a) El fabricante siempre debe decir la temperatura de la cama y de la boquilla con que funciona correctamente el filamento.
b) Mantener lo mas seco posible (la humedad afecta bastante calidad impresión) e inclusive hace perder caracteristicas importantes como firmeza.
c) Siempre mantener tenso el carrete para evitar se enrede cuando el extrusor lo baja, en el peor de los casos recomiendo sacarlo y volver a enrollar desde cero.
d) Cada vez que cambien de marca/modelo de filamento, recomiendo realizar test de temperaturas y de retracción, recomiendo este tutorial.
*Recomiendo hacer mantenimiento completo cada vez que acaben un carrete de filamento, esto quiere decir: limpiar restos en extrusor, aceitar barra del motor eje Z, apretar todas las cuerdas/ruedas de todos los ejes, cambiar tubo bowden, cambiar microSD, filtro pelusas en filamento, limpiar garganta, etc*
5. La cama siempre se debe limpiar con alcohol isopropílico (IPA) para evitar que la aceite de nuestros dedos afecte la adherencia de la primera capa y también sirve para remover restos de la impresiones anteriores.
*También se puede aplicar laca para pelo para mejorar adherencia. Recomendado solo con cama de vidrio no con la PEI.
**Ojo al remover piezas cuando termine la impresión, porque las pueden romper/quebrar si no las sacan con cuidado o si empujan de un angulo / lado que se vea débil.
Compré esta cama PEI y ahora si es mas fácil retirar impresiones, ya que tiene iman para pegar con la cama y al tener porosidad ayuda que la primera capa se adhiera bastante mejor.
6. En la mayoría de las impresoras se pueden realizar muchas mejoras, aquí les dejo un par de ejemplos de lo que le he realizado a la mía:
1. Para mejorar estabilidad Eje Z compré esto.
2. Para mejorar temperatura imprimí estas piezas (parte1 y parte2) y moví la PSU al lado del Eje Z.
3. Para limpiar filamento (pelusas, polvo, etc) compré esto pero igual lo pueden imprimir y poner una esponja dentro.
4. Compren esto solo si no quieren comprar la cama PEI, ya que en lado izquierdo comienza impresión de prueba y la boquilla la pasa a llevar, luego en parte posterior y trasera deben tener ojo que el motor del Eje Y no choque con ellos, por lo que deben mover hacia los costados.
5. Para evitar nivelar siempre la cama intenté comprar esto, pero son muy altos (18mm) y no me sirvieron, asique los gastaré hasta encontrar la distancia correcta o compraré otros.
6. Para mejorar extrusor (parte que ingresa el filamento que será impreso) compré este. Ojo que necesitan este tutorial que hice para que imprima todo ok.
7. Para evitar problemas atascamiento antes de entrar al hotend compré este tubo
8. La garganta del hotend se puede reemplazar por esto.
9. Para detectar cuando se atasca o acaba el filamento compré esto.
10. Imprimí esto para evitar que el filamento no se desvíe al momento de entrar al extrusor. **Lo tuve que dejar de usar luego de comprar el DDB v2**
Última edición:

 eso si, vienen mejores resorte para la cama y piezas metalica del extrusor
eso si, vienen mejores resorte para la cama y piezas metalica del extrusor